«МАРС 3D” - Многопользовательская Автоматизированная Раскройная Система подготовки управляющих программ для машин термической резки с УЧПУ.
(Разработка специалистов ОДО «ЗОНТ»)
САПР МАРС предназначена для автоматизированной подготовки управляющих программ для машин термической резки листового металла, оснащённых системой УЧПУ CNC-4000 и другими системами, работающими с управляющими программами в стандарте ISO и ESSI .
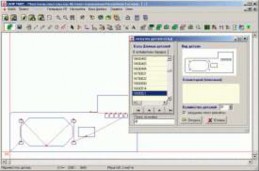
Встроенный в систему проблемно-ориентированный графический редактор позволяет за короткое время создать чертёж вырезаемой детали. Предусмотрен импорт чертежей деталей в формате DXF , созданных в других САПР (таких, например, как AutoCAD).
Импорт чертежей может осуществляться по предварительно описанному сценарию обработки, позволяющему получить готовую управляющую программу без дополнительной ручной обработки чертежа.
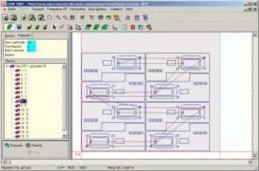
Сформированный чертеж может быть помещён в Технологическую Базу Данных (ТБД) для последующего многократного использования как самостоятельно, так и в составе карты раскроя из произвольного количества деталей.
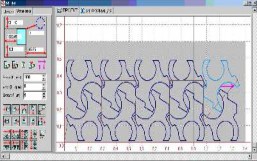
Различные алгоритмы позволяют создать оптимальную карту раскроя для различных типов деталей. Возможно создание единого технологического задания с размещением деталей на нескольких листах.
После определения всех необходимых технологических характеристик (таких, как скорость резки, тип технологической оснастки, порядок обхода контуров и т.п.) разработанный чертёж или карта раскроя конвертируется в управляющую программу (УП).
Управляющая программа может быть проверена во
встроенном мониторе, сохранена на магнитном носителе и без каких-либо доработок отработана на машинах термической резки, оснащённых системой УЧПУ CNC-4000 и других системах ЧПУ. Система предназначена для работы
под управлением ОС Windows 95/98/NT/2000/XP/Windows7.
САПР МАРС 3D обеспечивают:
1. Создание блоков из группы предварительно разложенных деталей. В дальнейшем блок используется в раскрое как обычная деталь.
-
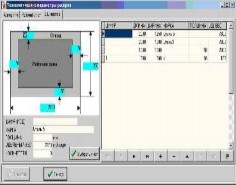
.Индикация точного положения детали на листе по отношению к границам (краям) листа.
-
.Индикация точного минимального расстояния детали по отношению к любой выбранной (зафиксированной) детали раскроя по осям X, Y, вектору.
-
.Точное позиционирование (установка) детали на листе на заданное расстояние по отношению к любому краю листа по осям X, Y.
5. Точная установка детали на заданное расстояние по отношению к любой выбранной (зафиксированной) детали раскроя. Перемещение детали
выполняется в направлении заданного вручную вектора.
-
.Тиражирование деталей и блоков на листе. Тиражирование осуществляется в любом количестве с одновременной раскладкой деталей в выбранном направлении (по X или Y) и с заданным расстоянием между деталями.
-
.Фиксированное точное ручное перемещение и поворот деталей на основе введённых данных (в 0.1 мм и 0.1 град.).
-
.Зеркальное отражение деталей и блоков.
-
.Произвольная установка точек врезки на деталях карты раскроя. Точка врезки может быть назначена как в ручном режиме в любом месте любого примитива контура, так и автоматически установлена в начало указанного примитива.
-
.Обеспечение фиксации окончания этапа прецизионной раскладки деталей на листе. Фиксация обеспечивает создание и запись в БД двух объектов: раскроя и технологической карты раскроя (ТКР) и переход на этап назначения технологии обработки и создания УП. Раскрой сохраняется в БД раскроев и позволяет в дальнейшем изменять положение деталей на листе. ТКР сохраняется в БД деталей с дополнительным признаком. В ТКР не может быть изменено положение деталей на листе.
-
.ТКР предназначена для выполнения завершающего этапа работы с раскроем: корректировка (если необходимо) положения точек врезки и их типа, изменения направления обхода контуров, назначения произвольного маршрута обработки контуров и генерация УП. С точки зрения
назначения маршрута (последовательности) обработки ТКР рассматривается как набор произвольных несвязанных контуров. Таким образом, маршрут обработки может быть задан совершенно произвольно, безотносительно привязки к деталям раскроя (например, можно сначала вырезать все внутренние контура всех деталей, а затем - все внешние в произвольном порядке). ТКР с установленной технологией обработки сохраняется в БД. В дальнейшем ТКР может быть откорректирована по допустимым для корректировки параметрам (точки врезки, маршрут, направление обхода контуров).

-
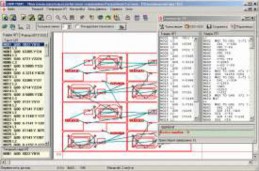
.Обеспечение формирования статистической информации о раскрое, включающей в себя: плотность раскроя, площадь и вес отдельных деталей и итога по группам одинаковых деталей, площадь и вес отходов (внутренних контуров) отдельных деталей и итога по группам одинаковых деталей, площадь и вес всего раскроя, дату создания раскроя.
-
Создание контуров разметки, сверления, маркировки матричным разметчиком.
-
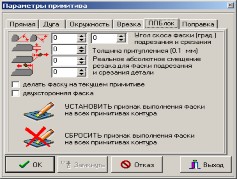
Создание управляющих программ для резки деталей с фаской с помощью поворотного плазменного блока производства ОАО "ЗОНТ".
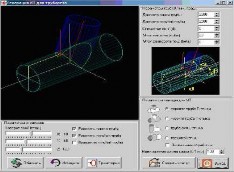
Создание управляющих программ для трубореза производства ОАО "ЗОНТ".
15.Ведение БД листов с расширенной информацией, включающей марку, толщину и удельную плотность металла.
-
Возможность добавления петель на углах для улучшения качества резки при обходе углов (особенно при резке с фаской).
-
Работа с деловыми отходами: сохранение в БД отходов, корректировка (обрезка) отходов, использование отхода для создания карты раскроя.
-
Создание контуров деталей генерация УП для резки фаски с притуплением.
-
Создание УП для резки труб для стыковки под произвольным углом.
и многое другое.
Скачать актуальную версию МАРС и обновления можно тут: САПР МАРС
Полное руководство пользователя САПР МАРС 3D можно загрузить с адреса :